
Ultrazvukové sonotrody MS sonxSON
Díky podrobnému návrhu designu sonotrody dle tvaru dílce, výpočtu FEM, pečlivému výběru materiálu, přesné výrobě a přesnému odladění, naše ultrazvukové sonotrody MS sonxSON představují nejvyšší kvalitu. Skupina MS Ultrasonic Technology Group nabízí řadu sonotrod, které jsou: přizpůsobeny danému dílci, vypočítány, vyrobeny a odladěny.
VLASTNOSTI A PROVEDENÍ
VLASTNOSTI
- Sonotrody jsou odladěny na odpovídající frekvenci a amplitudu
- Vhodné geometrie sonotrod a návrhy kovadlin (zakládacích lůžek) jsou k dispozici pro každou aplikaci
- Dlouhá životnost díky individuálnímu výběru materiálu sonotrod, který odpovídá danému plastu
- Nejlepší výsledek svařování díky přesnému rozdělení ampltudy sonotrod
- Dlouhá životnost díky konstrukci FEM pro nejlepší rezonanční chování
- Stabilní proces s nízkými teplotami díky inovativnímu ukotvení oscilační jednotky
PROVEDENÍ
- Frekvence: 40 kHz, 35 kHz, 30 kHz, 20 kHz
- Materiál: Titan, Stahl, Aluminium, diverse Beschichtungen
- Transformační kusy amplitudy MS sonxAMP jsou dostupné v několika variantách
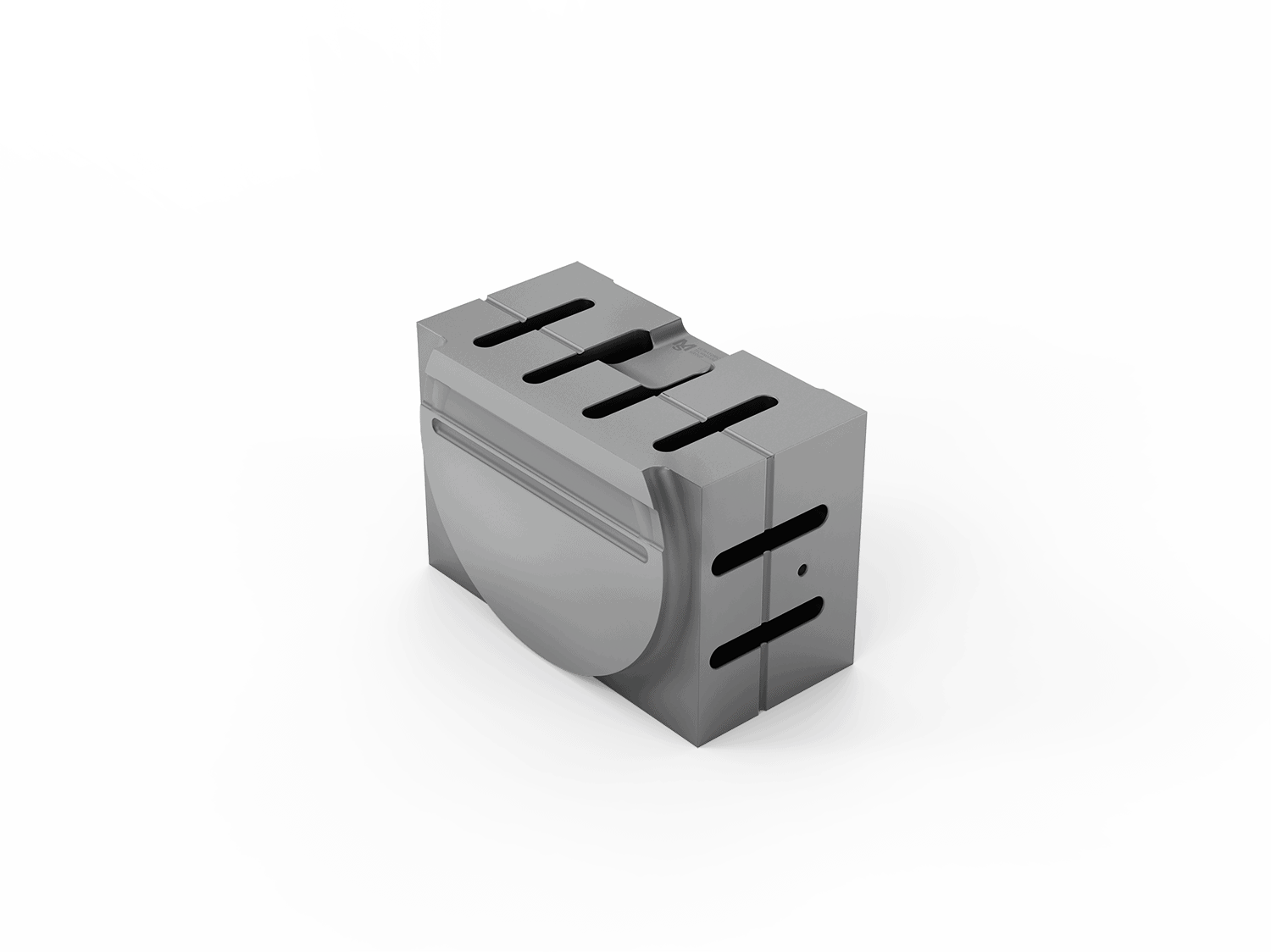
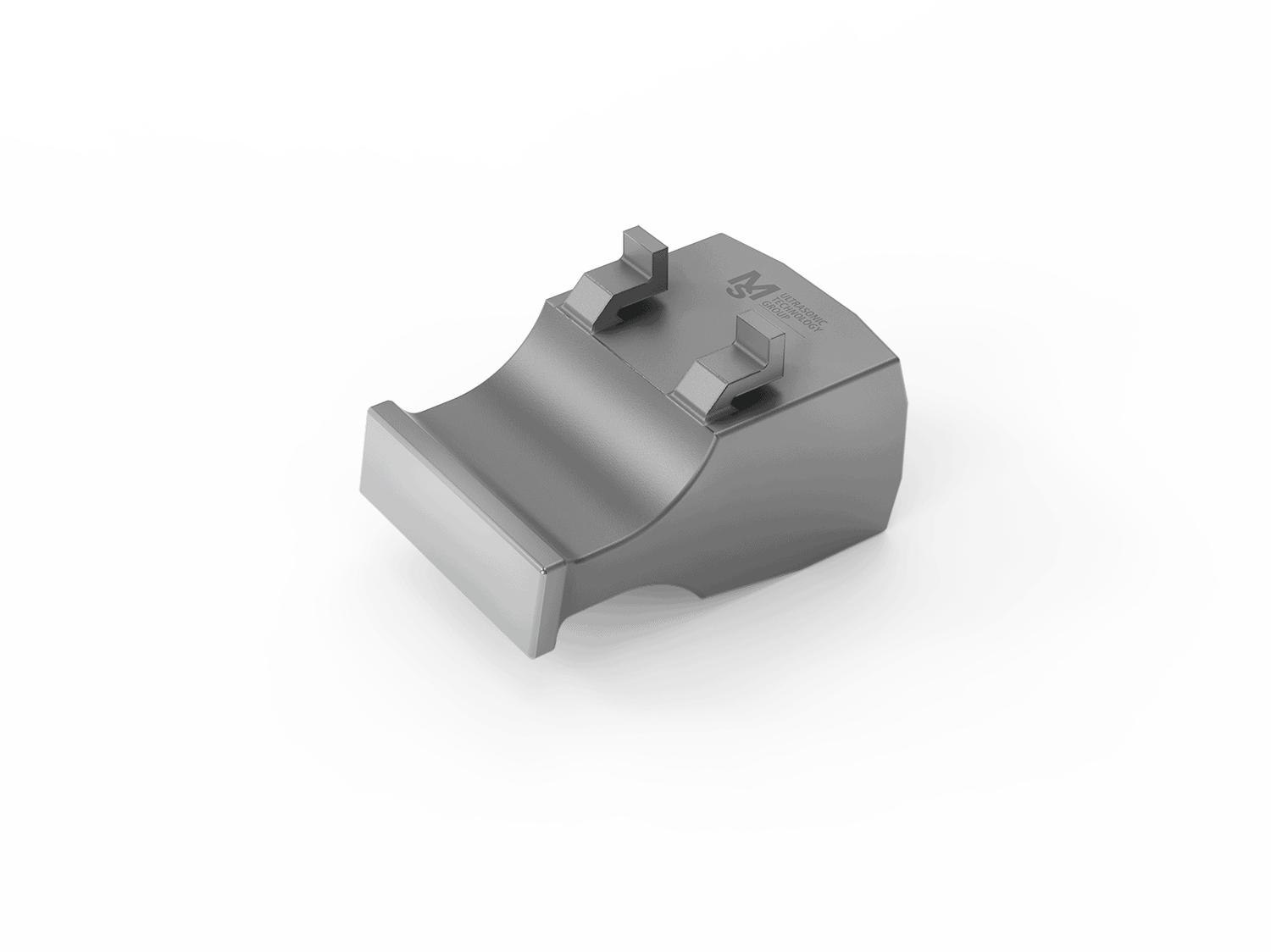
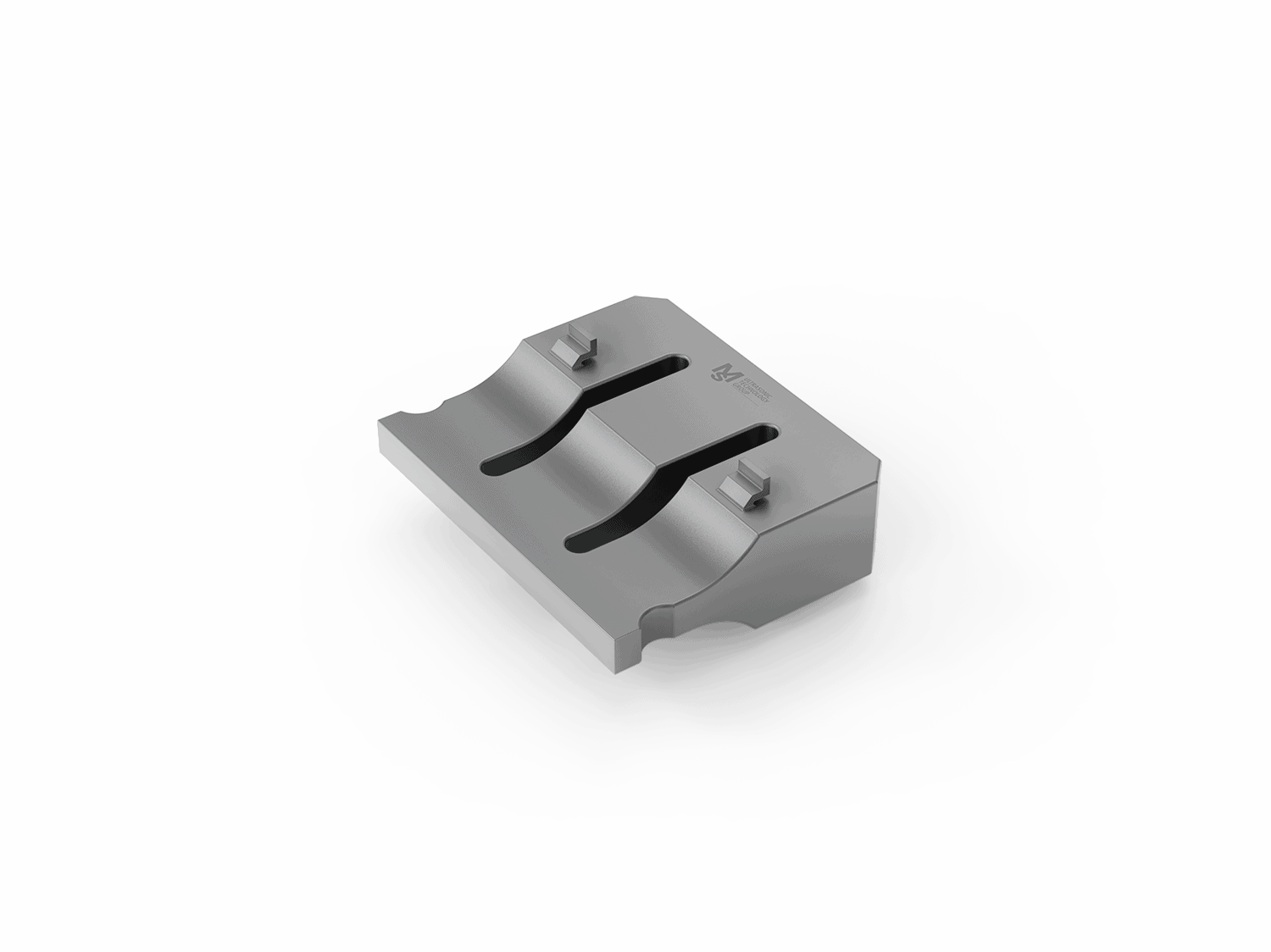
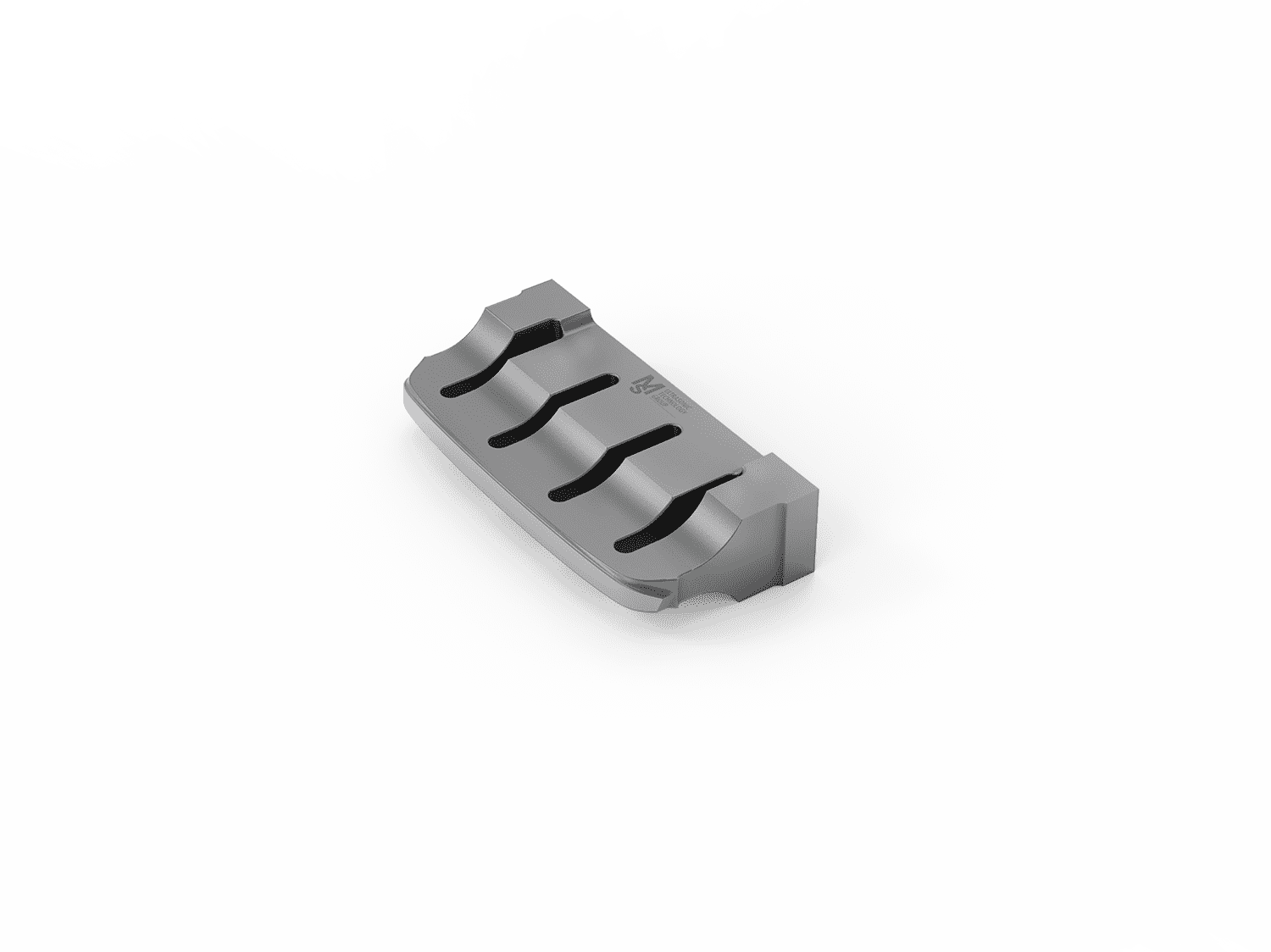

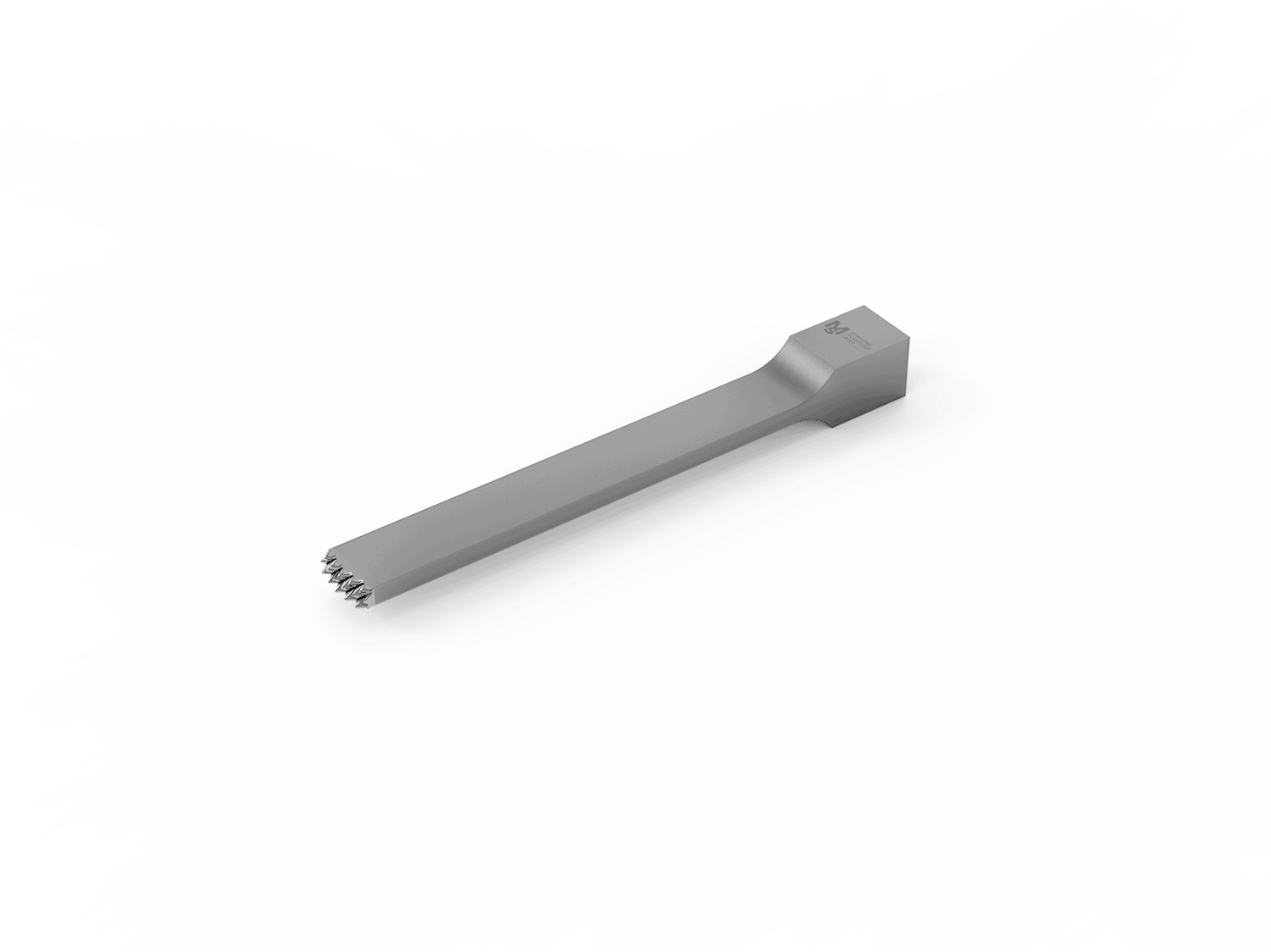
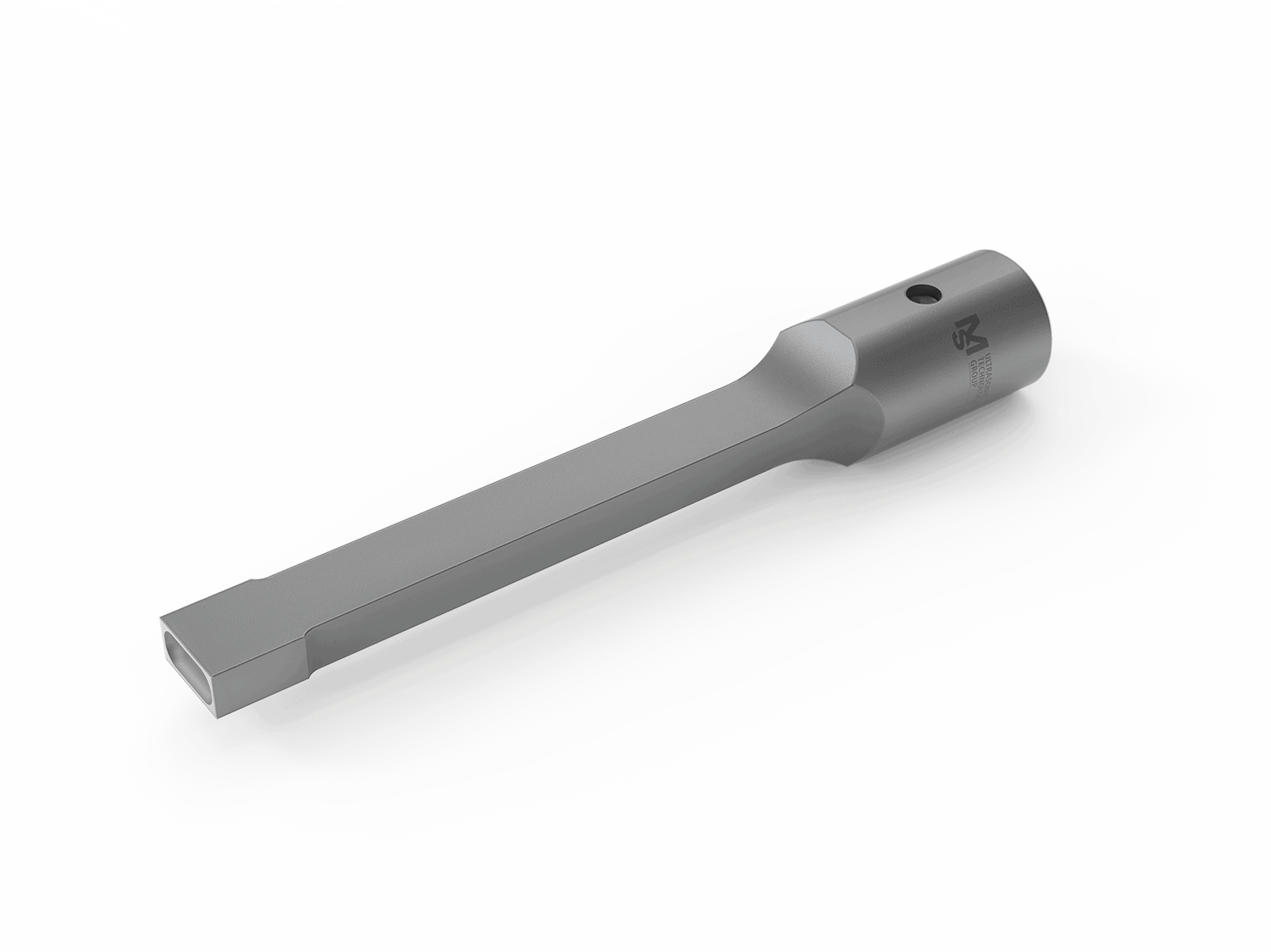
Šetrné a efektivní zpracování pomocí torzní sonotrody

Patentovaná torzní sonotroda MS Ultrasonic Technology Group šetrně a přesně zpracovává membrány, fólie a vstřikované díly. Tyto sonotrody se používají jak u sériových strojů MS sonxTOP, tak u speciálních strojů MS sonxMAC.
U torzního ultrazvukového svařování se jedná o vysokofrekvenční třecí svařování. Vibrace jsou aplikovány tangenciálně, zatímco sonotroda pohybuje horní spojovanou částí a pohybuje s ní vodorovně vzhledem ke spodní části spojované dvojice. Díky vysoké frekvenci 20–35 kHz, amplitudě a tlaku se jemným třením vytváří tavenina mezi spojovanou dvojicí. Ve srovnání s podélnými vibracemi jsou slabá místa jako např. elektronika, přepážky a žebra uvnitř součásti podstatně méně namáhána.
VAŠE VÝHODY
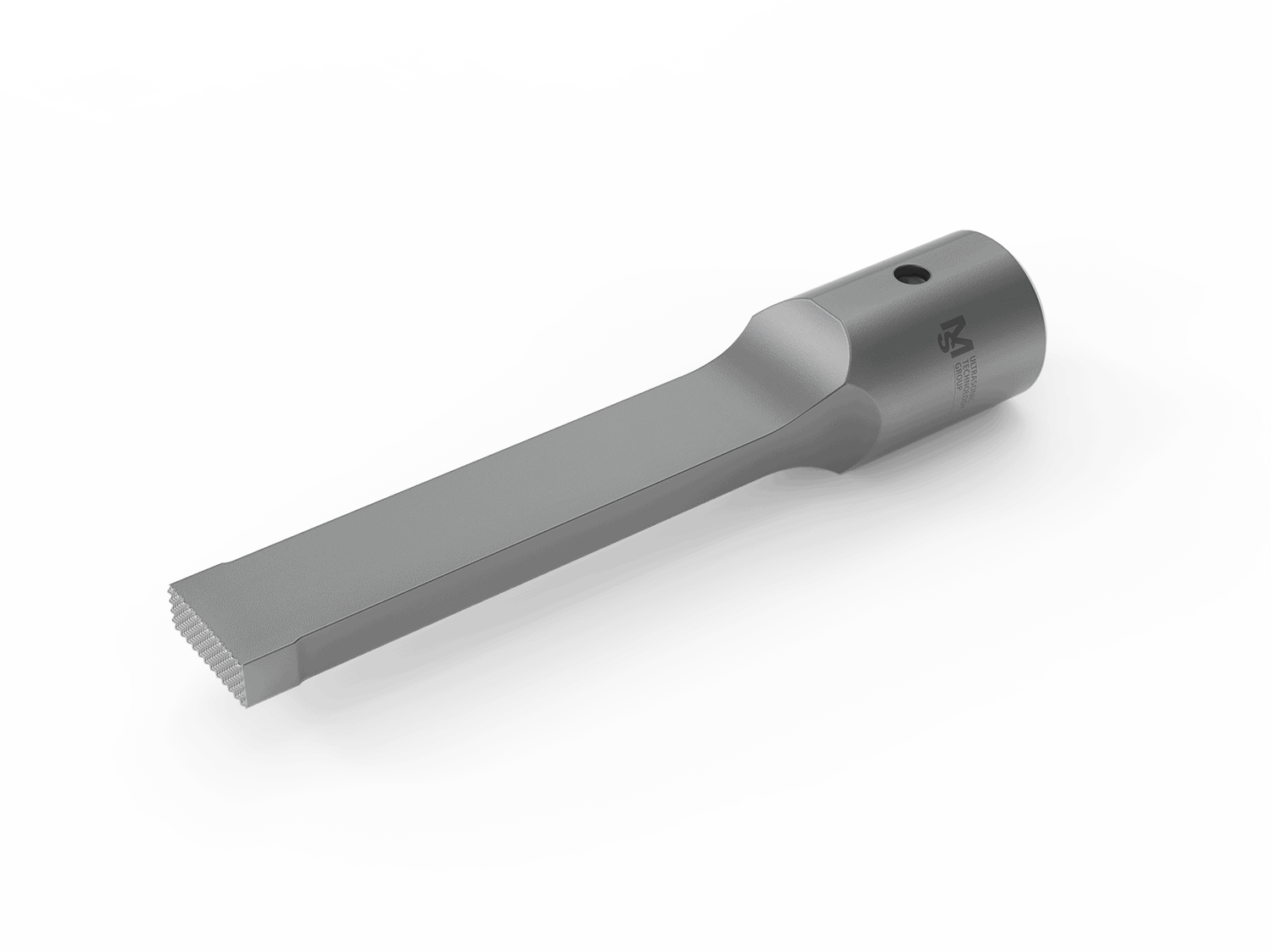
- Torzní sonotroda může být použita vždy ve spojení s vyměnitelnými obrysovými šroubovicovými prvky (obrysové hroty), a je tedy velmi variabilní
- Díky rotačním vibracím nedochází k téměř žádnému namáhání spojovaných částí (asi o desetinu menší ve srovnání s podélným ultrazvukovým svařováním)
- Prostřednictvím „zkrutu“ lze na svařovaný povrch aplikovat velmi vysoké síly a výkony – to znamená, že i tlustší obrobky lze spojovat s velkou pevností
- Vyšší hustota svarových bodů a tím ještě pevnější spojení než u klasického podélného ultrazvukového svařování
- Metoda je zvláště vhodná pro aplikace ve zdravotnickém nebo automobilovém průmyslu
- Proces šetrný k dílům (funkční spolehlivost zůstává zachována)
- Vytváření vrubů a ztenčení materiálu při aplikacích s fólií jsou výrazně sníženy
- Výměna podélně a torzně vibrujících sonotrod je kdykoli možná
s použitím standardních komponent - Cenově výhodné řešení pro torzní ultrazvukové svařování s použitím standardních komponent (konvertor, generátor)
- Dodávají se ocelové obrysové hroty, zvýšená životnost
PŘÍKLADY APLIKACÍ
- Membrány DAE (prvek pro kompenzaci tlaku)
- Membránové aplikace (např. výdechové ventily)
- Lékařské kapací komory (např. infuzní filtry)
- Filtry
- Tenké vstřikované díly (trysky, ventily, hrdla)
- Problematické vstřikované struktury (např. mřížky reproduktorů v panelu bočních dveří)
- Citlivé fólie (pro kávové kapsle)
- Lakované plastové díly
- Olejové tlumiče (v nábytkářském průmyslu)
VARIANTY

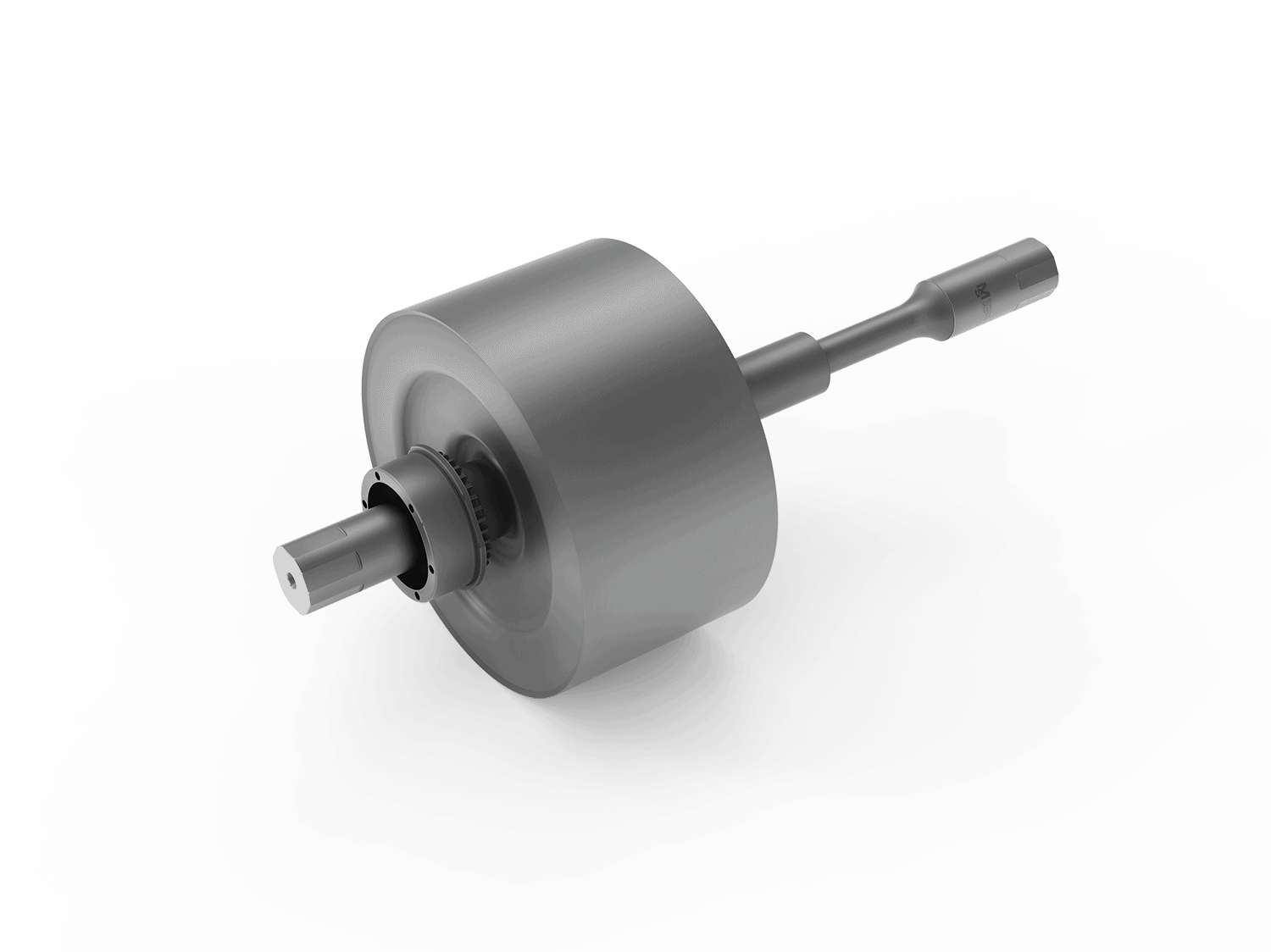
Posuvná jednotka ze speciálního stroje MS sonxMAC s torzní sonotrodou
Sériový stroj MS sonxTOP s torzní elektrodou
DATA A FAKTA
| Materiál sonotrody | Titan |
| Materiál obrysového hrotu | Titan, ocel (kalená) |
| Pracovní frekvence | 20 kHz, 35 kHz |
POPTÁVKA
JSME ZDE PRO VÁS
Máte nějaké dotazy týkající se výrobku nebo speciální aplikace? Rádi vám pomůžeme. Pošlete nám e-mail na adresu vertrieb@ms-ultrasonic.de
Některé věci je však nutné probrat osobně. Stačí vyplnit náš formulář zpětného volání a my vám co nejdříve zavoláme. Rychle a kompetentně.
